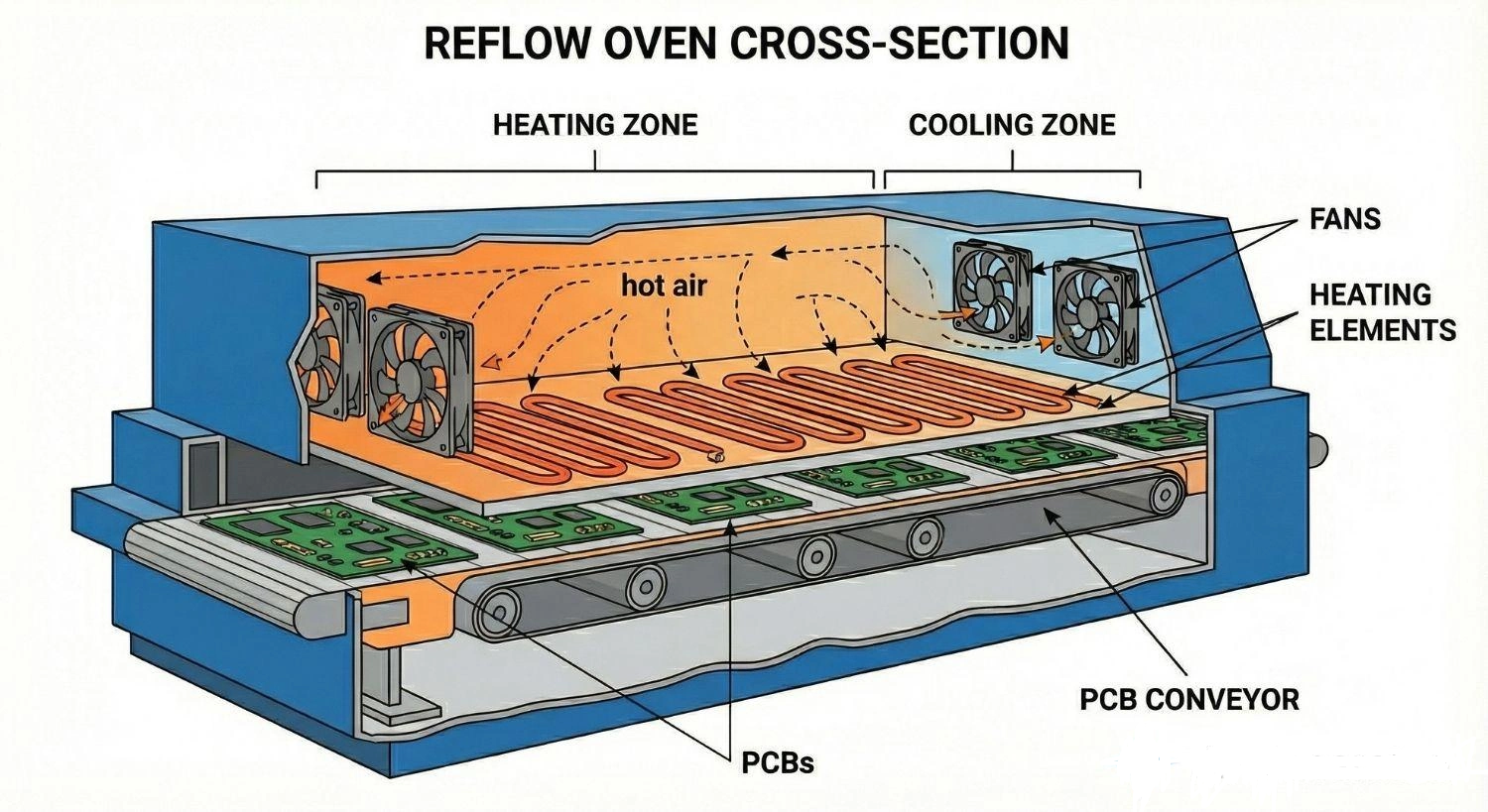
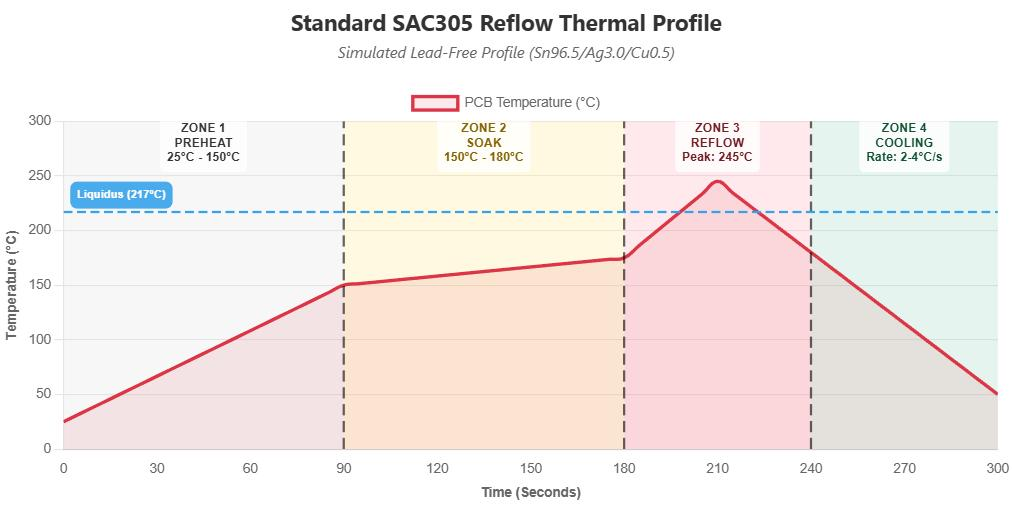
Reflow soldering is the core thermal process in surface mount technology (SMT) manufacturing. Its production quality largely depends on precise temperature control throughout the oven tunnel. A standard reflow oven is divided into four essential functional zones: preheat zone, soak zone, reflow zone, and cooling zone. Each zone performs unique thermal tasks and jointly determines the final solder joint quality, reliability, and assembly yield.
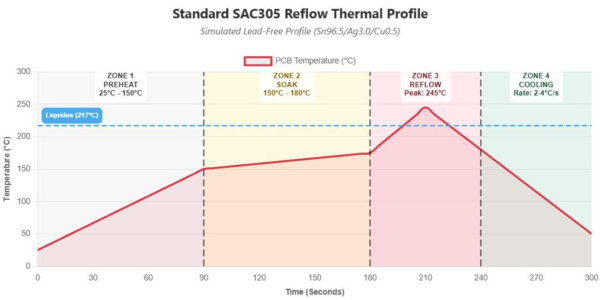
The first stage is the preheat zone. In this area, the entire PCB assembly is steadily heated from room temperature to around 150°C. The primary purpose is to evaporate volatile solvents inside the solder paste and remove surface moisture. A slow and linear temperature rise is strictly required here. Excessively fast heating will cause solder paste splashing, component cracking, or tiny solder ball formation. This zone also activates the flux preliminarily, preparing the pad surfaces for subsequent metallurgical bonding.
The second segment is the soak zone, also known as the thermal equilibrium zone. The temperature is maintained steadily between 150°C and 180°C for 60 to 120 seconds. During this period, the flux fully activates to oxidize metal pads, component terminals, and solder powder surfaces. Uniform temperature distribution across the entire PCB is achieved, eliminating temperature differences between large heat-consuming components and tiny chips. Proper soaking effectively prevents tombstoning, skewing, and insufficient wetting defects in later stages.
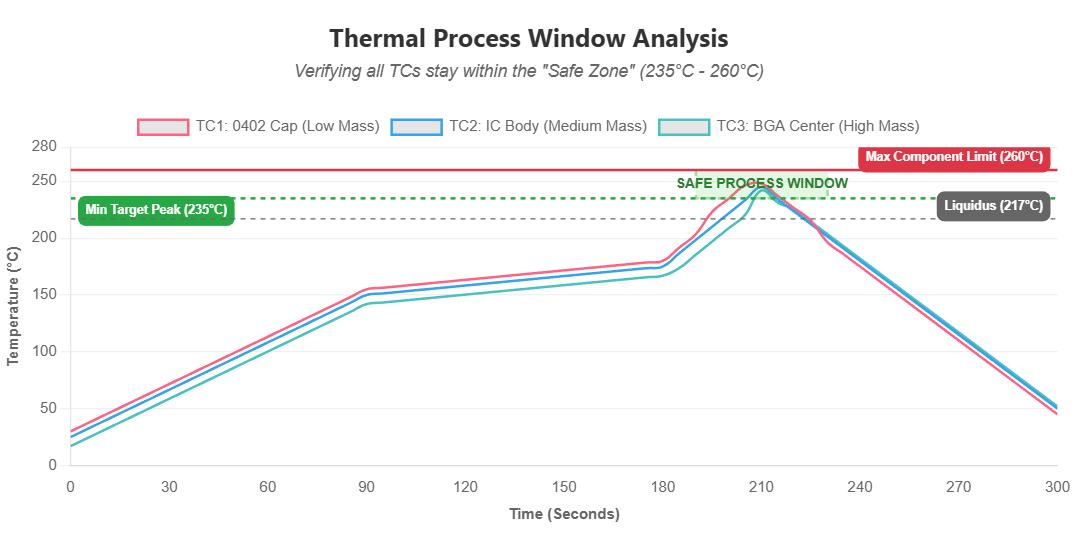
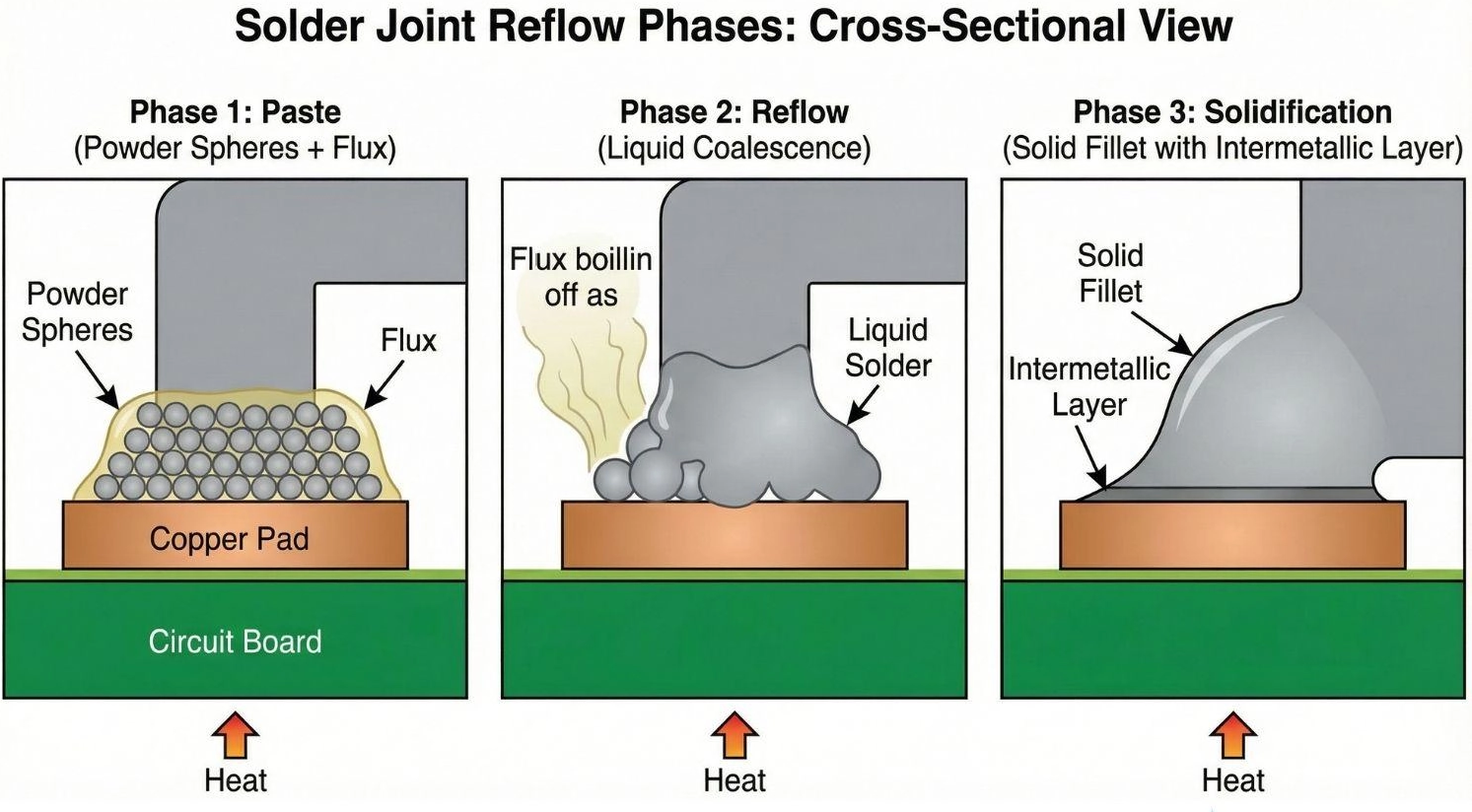
The third and most critical stage is the reflow zone, or melting zone. The temperature rapidly rises above the solder alloy melting point, reaching a peak temperature between 230°C and 250°C for lead-free processes. In this high-temperature window, solid solder powder completely melts into liquid solder. Driven by flux activity and surface tension, the molten solder spreads evenly on copper pads, forming bright, dense, and metallurgically reliable solder joints. Manufacturers must strictly control the peak temperature and time above liquidus to avoid component thermal damage, copper dissolution, or intermetallic layer overgrowth.
The final stage is the cooling zone. After leaving the high-temperature reflow area, the PCB assembly is quickly cooled with clean cold air. Rapid and stable cooling helps refine the internal grain structure of solder joints, improving mechanical strength, toughness, and electrical stability. Fast cooling also prevents oxidation at high temperatures and reduces the risk of micro-cracks inside the solder joints.
In summary, the four functional zones of reflow soldering cooperate systematically to achieve high-quality SMT welding. Precise parameter tuning for each zone is essential to minimize defects, improve consistency, and ensure the long-term reliability of electronic products in mass production.