What is a Reflow Soldering Oven?
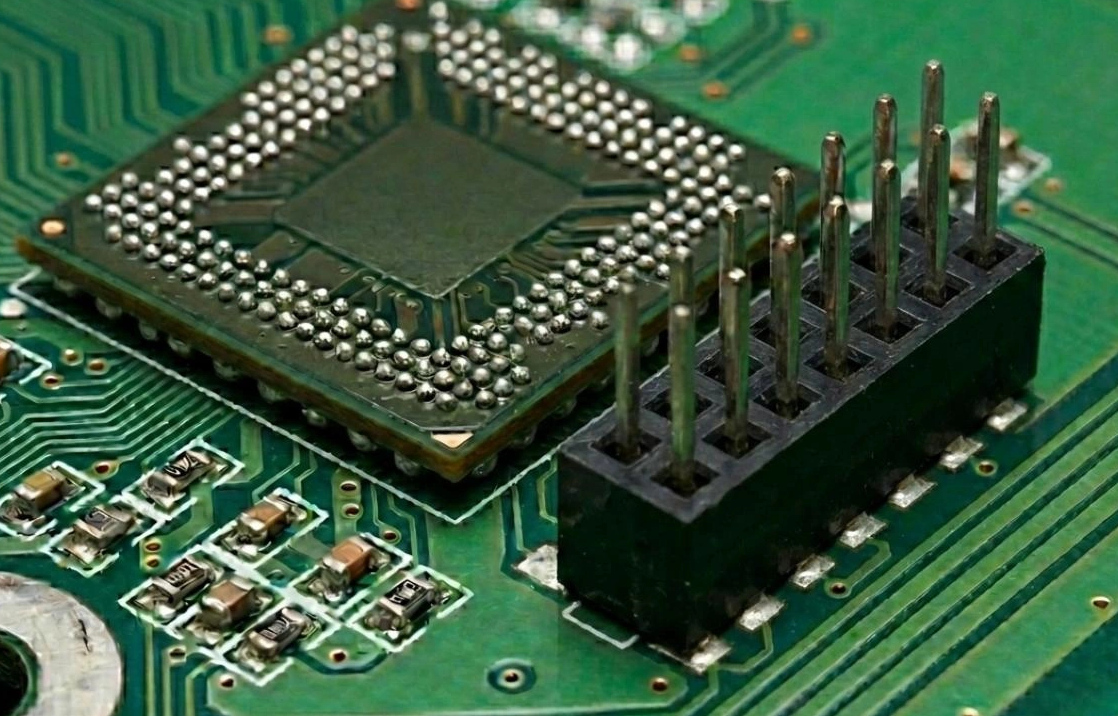
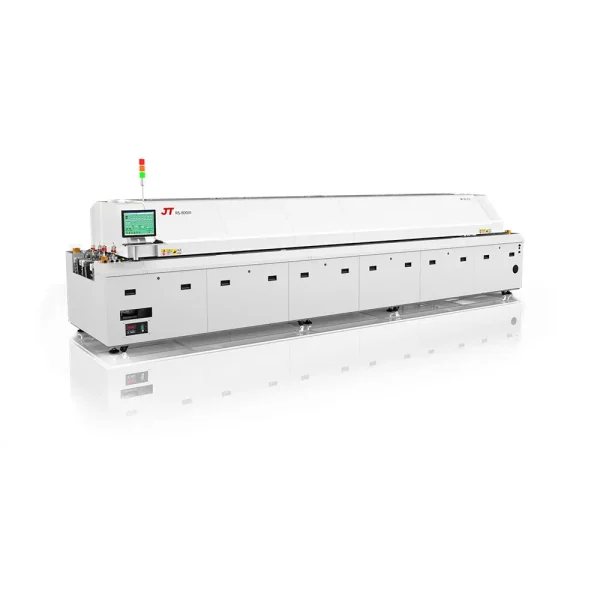
A Reflow Soldering Oven, also known as a Reflow Oven, is a core piece of equipment in a Surface Mount Technology (SMT) assembly line. Its primary function is to solder electronic components onto printed circuit boards (PCBs). It achieves this by subjecting assembled boards—with components placed on solder paste deposits—to a precisely controlled thermal profile. This process melts the solder paste (a mixture of metal alloy powder and flux), allowing it to flow, wet the component leads and PCB pads, and subsequently cool to form solid, reliable electrical and mechanical solder joints.
In simple terms, it is a specialized “oven” designed to “bake” circuit boards, permanently attaching components to them.
How Does a Reflow Oven Work?
The core of the reflow process is the Thermal Profile or Temperature Curve. The process takes place inside a tunnel-like heated chamber. PCBs are carried on a conveyor belt through several distinct heating zones, each serving a specific function.
A typical reflow soldering profile consists of four key stages:
1. Preheat Zone
-
Purpose: To gradually and uniformly raise the temperature of the PCB and components. This activates the flux within the solder paste, which cleans the oxide layers from the metal surfaces of the pads and component terminations.
-
Temperature Range: Typically ramps from ambient temperature to approximately 150°C.
-
Critical Parameter: Ramp Rate must be carefully controlled (usually 1-3°C/second). Too fast can cause thermal shock, damaging components or creating solder balls. Too slow can lead to premature flux exhaustion or oxidation.
2. Soak / Thermal Stabilization Zone
-
Purpose:
-
To equalize temperatures across the entire PCB assembly, minimizing the temperature delta between large thermal mass components (e.g., BGAs) and small components.
-
To allow further volatiles to evaporate and ensure thorough surface preparation before solder melting.
-
-
Temperature Range: The temperature is maintained within a plateau, typically between 150-180°C, for a defined duration (e.g., 60-120 seconds).
-
Critical Parameter: This stage is crucial for process consistency, ensuring all solder joints reach a similar temperature just before reflow, promoting simultaneous soldering.
3. Reflow Zone
-
Purpose: This is the core soldering stage. The temperature is raised above the melting point (liquidus) of the solder alloy, causing it to become fully liquid, flow, and metallurgically bond with the component and PCB pad surfaces.
-
Temperature Range: The Peak Temperature is the key parameter. For common lead-free alloys like SAC305 (melting point ~217°C), the peak temperature is typically set between 235-250°C. The time above liquidus (TAL) is also critical and is usually controlled between 30-90 seconds.
-
Critical Parameter: Precise control of peak temperature and TAL is essential. Insufficient temperature/time results in “cold solder joints” (poor wetting, weak bonds). Excessive temperature/time can damage components and the PCB substrate or cause flux charring.
4. Cooling Zone
-
Purpose: To solidify the molten solder in a controlled manner, forming a shiny, reliable solder joint with a strong metallurgical structure.
-
Critical Parameter: Cooling Rate must be optimized. A controlled, rapid cool-down (e.g., 3-5°C/second) helps form a fine-grained joint structure, enhancing mechanical strength and reliability. Cooling too slowly can lead to a coarse, brittle structure, while excessively rapid cooling may induce thermal stress cracks.
Process Summary: PCB enters the oven → Preheat → Soak/Stabilize → Reflow (Melt) → Controlled Cool → Formation of Solder Joints.
Key Considerations for Reflow Oven Operation
To ensure consistent soldering quality, equipment safety, and process reliability, adhere to these critical operational and maintenance guidelines:
1. Process Parameter Management
-
The Thermal Profile is Paramount. A new temperature profile must be created and verified using a profiling kit (thermocouples and a data logger) whenever there is a change in solder paste type, PCB design, board thickness, or component mix. Never rely solely on default settings.
-
Regular Calibration: Perform periodic (e.g., weekly/monthly) oven temperature verification to ensure actual chamber temperatures match controller setpoints, preventing drift due to sensor or heater aging.
2. Routine Equipment Maintenance
-
Cleaning: Schedule regular cleaning of the oven chamber and cooling section to remove flux residues, solder balls, and debris. Buildup can contaminate PCBs and disrupt airflow.
-
Conveyor System Inspection: Ensure the conveyor belt is stable, level, and runs at a constant speed without vibration, which can cause component shifting (“tombstoning”).
-
Cooling System Check: Verify that cooling fans or water chillers are functioning correctly to maintain proper cooling rates.
-
Inert Atmosphere System (if used): For nitrogen (
N2) ovens, regularly check gas flow rates and purity levels to ensure optimal wetting conditions for lead-free soldering and reduced oxidation.
3. Production Best Practices
-
First Article Inspection (FAI): Before starting a production run, always process a “first article” board. Thoroughly inspect its solder joints (visually and with X-ray for BGAs) to validate the thermal profile.
-
Board Spacing and Placement: Maintain adequate spacing between PCBs on the conveyor and center them properly to ensure even heating. Never stack boards.
-
Real-Time Monitoring: Continuously monitor the oven’s temperature readouts and alarms during production. Address any deviations immediately.
4. Safety and Environmental
-
Fume Extraction: Exhaust fumes (primarily volatilized flux) must be vented through a dedicated extraction and filtration system to protect the working environment and comply with safety regulations.
-
Burn Hazard Prevention: The oven exterior, conveyor, and freshly processed boards are extremely hot. Operators must wear appropriate heat-resistant gloves.
-
Electrical Safety: Only trained personnel should access the electrical control panels. Follow all lock-out/tag-out (LOTO) procedures for maintenance.
5. Material Handling
-
Solder Paste Management: Strictly follow the manufacturer’s guidelines for solder paste storage (refrigeration), thawing, stirring, and usage. Expired or improperly handled paste is a major source of defects.
-
Moisture-Sensitive Devices (MSD): Components classified as MSD require proper baking according to their Moisture Sensitivity Level (MSL) to prevent “popcorning” (internal delamination or cracking caused by rapid moisture vaporization during reflow).
A reflow oven is a precision SMT (Surface Mount Technology) device whose operation relies on accurate temperature profile control. Success depends on the synergy between correct process parameters and rigorous equipment maintenance. Neglecting either aspect can lead to widespread soldering defects such as open circuits, cold solder joints, tombstoning, solder balls, or component damage, resulting in significant production losses. Therefore, a thorough understanding of its operating principles and strict adherence to best operating procedures are fundamental to achieving high-yield, high-quality electronic product manufacturing. JT, as a reflow oven manufacturer, produces a variety of SMT ovens to support enterprise manufacturing. If you need to purchase a reflow oven, please contact JT.