Reflow soldering is a core process in SMT (surface mount technology). Common defects focus on abnormal solder morphology and component connection failure. The following is an analysis of the causes of six core defects and key countermeasures:

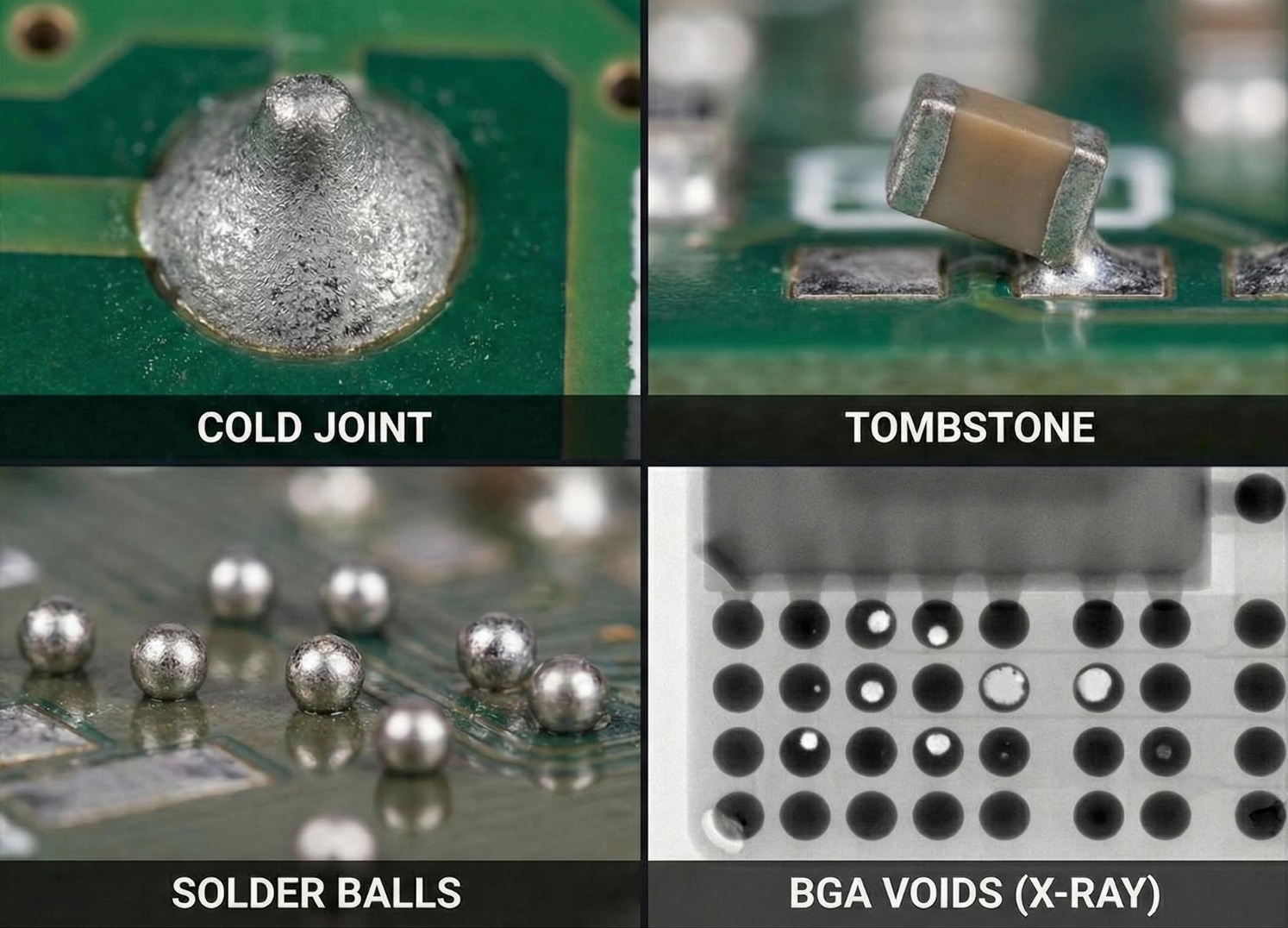
1. Cold Solder Joint
Defect Characteristics: The solder joint surface is dull and gray, the solder is not fully melted, and it appears “scumbag,” with an intermittent electrical connection.
Core Causes:
Improper reflow profile (peak temperature too low or insufficient hold time), resulting in insufficient solder wetting.
Oxidation of the solder pad/component pins prevents effective solder adhesion.
Insufficient or expired solder paste reduces its activity.
2. Bridging
Defect Characteristics: Solder joints between adjacent solder joints connect, creating a short circuit. This is common in densely pinned components such as QFP and 0402.
Core Causes:
Excessive solder paste printing or oversized stencil openings or too small spacing between adjacent openings. Component placement is offset, with leads overlapping adjacent pads.
The reflow soldering process heats up too quickly, causing the solder to melt quickly and then connect due to tension.
3. Tombstoning
Defect characteristics: One end of a chip component (such as a resistor or capacitor) lifts up, standing like a “tombstone,” with only one end soldered to the pad.
Core cause:
Uneven heating of the pads at both ends of the component (for example, one side is closer to the larger copper sheet, dissipating heat faster), resulting in inconsistent solder melting times and tension differences that cause component lift.
Uneven solder paste printing, with more on one end and less on the other.
Component placement is offset, with the center of gravity shifting to one side.
4. Solder Balls
Defect characteristics: Small solder balls (typically less than 0.1mm in diameter) scattered around the pad may cause hidden shorts.
Core cause:
Excessive evaporation of flux from the solder paste (excessive heating rate), entraining solder particles and causing them to fly. The solder paste is left for too long after printing (absorbing moisture), causing the moisture to expand during reflow and explode the solder.
The edges of the stencil openings are not smooth, resulting in solder paste sticking and peeling.
5. Insufficient Solder
Defect Characteristics: Too little solder on the solder joint, incomplete coverage of the pad or pin, insufficient strength, and poor contact.
Core Causes:
The stencil openings are too small or clogged, resulting in insufficient solder paste printing.
Abnormal solder paste viscosity (too thin), resulting in post-print collapse and solder loss.
Excessive reflow peak temperature, resulting in solder loss due to excessive melting.
6. Component Misalignment
Defect Characteristics: The component placement position is offset from the pad, causing solder joint misalignment, bridging, or cold solder joints.
Core Causes:
The placement machine nozzle is worn or has insufficient positioning accuracy, causing the component to shift after pickup.
Insufficient solder paste viscosity, resulting in component displacement after placement and before reflow. The reflow conveyor vibrates, causing component position shifts.