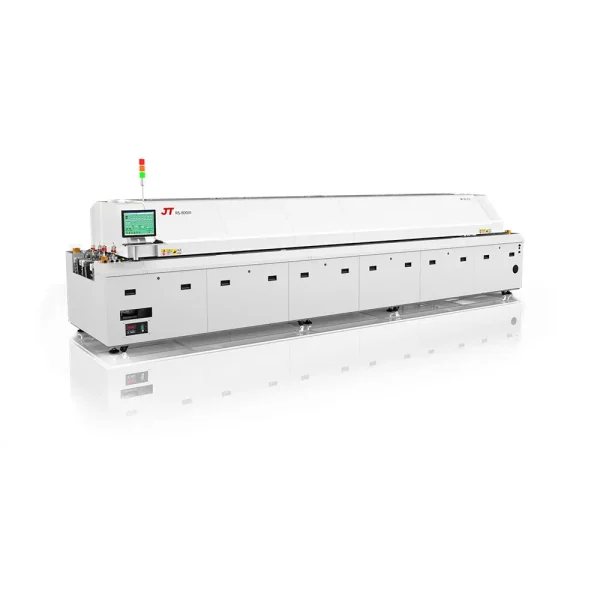
In modern Surface Mount Technology (SMT) assembly, the reflow oven stands as a core piece of equipment that turns solder paste into reliable mechanical and electrical joints between electronic components and printed circuit boards (PCBs). Its operating principle relies on precisely controlled thermal profiling and forced convection heating, which gently and uniformly heat the PCB assembly through four sequential thermal zones to complete soldering without damaging components.

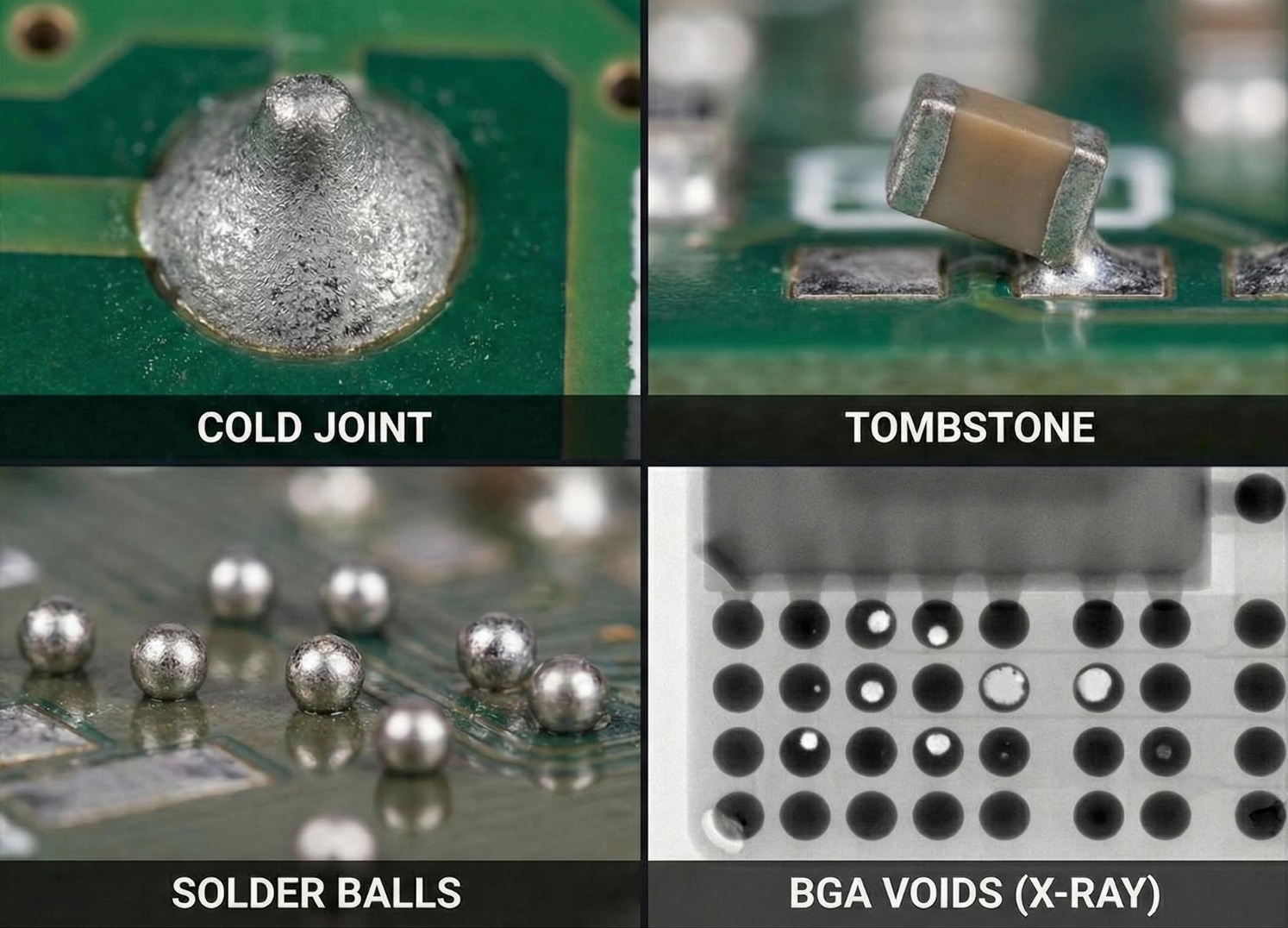
The reflow oven uses a conveyor system to move PCBs steadily through isolated heating and cooling zones. Most modern systems adopt forced hot-air convection, which distributes heat evenly across the board, avoiding hotspots and ensuring consistent performance for both small chips and large BGAs. This balanced heat transfer is critical to prevent thermal shock, solder balling, or component burnout.
The first stage is Preheating. The temperature rises slowly at a controlled rate, usually 1–2°C per second, to evaporate solvents in the solder paste and activate flux. This step removes moisture and volatiles, preventing sudden boiling that causes splattering and solder defects. It also eases the PCB and components into higher temperatures, reducing stress.
Next is the Soak Zone, where temperature holds steady between 150°C and 180°C for 60–120 seconds. This phase equalizes temperature across the entire board, compensating for differences in thermal mass between heavy copper planes and tiny passive components. Flux fully activates to clean oxide layers from metal surfaces, improving wetting in the later stage.
The Reflow Zone is where soldering truly occurs. Temperature quickly rises above the solder’s melting point—around 217°C for lead-free SAC305 alloy—with a peak temperature of 240–250°C, typically 20–40°C above liquidus. Molten solder wets component terminations and PCB pads, forming a thin, stable intermetallic compound layer for strong bonding. The time above liquidus (TAL) is strictly limited to 30–90 seconds to avoid overly thick intermetallic layers that weaken joints.
Finally, the Cooling Zone rapidly lowers temperature at 3–7°C per second to solidify the solder quickly. Controlled cooling locks the joint structure, prevents grain growth, and reduces thermal stress, resulting in bright, smooth, and reliable solder joints.
In summary, the SMT reflow oven works by executing a precise thermal profile through preheat, soak, reflow, and cooling stages. By combining controlled conveyor speed, closed-loop temperature control, and uniform hot-air convection, it delivers consistent, high-quality soldering essential for today’s compact, high-density electronic devices.