Wave soldering ovens are central to through-hole electronics assembly, but their effectiveness and longevity depend heavily on materials—from the solder alloy and flux chemistry to the PCB surface finish and even the construction of the oven itself. Understanding these material influences is essential for optimizing yield, reducing defects, and lowering operating costs.

Solder Alloys: The Foundation of Joint Integrity
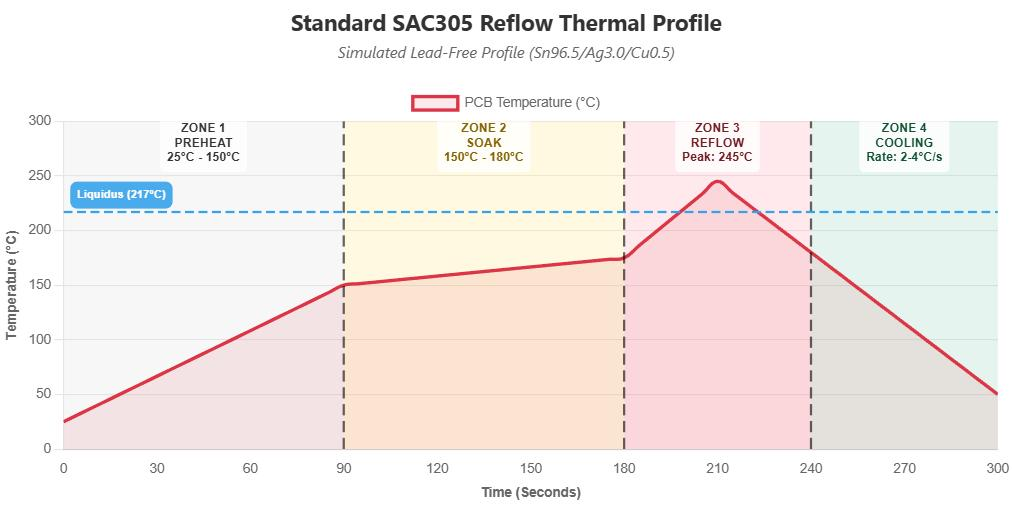
The choice of solder alloy dictates melting range, wettability, and mechanical strength. Traditional Sn63Pb37 (63% tin, 37% lead) offers low melting point (183°C), excellent wetting, and minimal dross formation, making it ideal for legacy or non-RoHS applications. However, RoHS compliance has driven widespread adoption of lead-free alternatives. Sn99.3Cu0.7 (tin-copper) is popular for its low cost and adequate fluidity, though its higher melting point (227°C) requires increased preheat and solder pot temperatures. SAC305 (Sn96.5Ag3.0Cu0.5) provides superior fatigue resistance and wetting, but its high silver content raises cost and promotes nozzle corrosion. Emerging low-silver and no-silver alloys reduce expense but demand precise temperature control to avoid bridging or poor hole fill.
Flux Chemistries: Cleaning Versus Residue
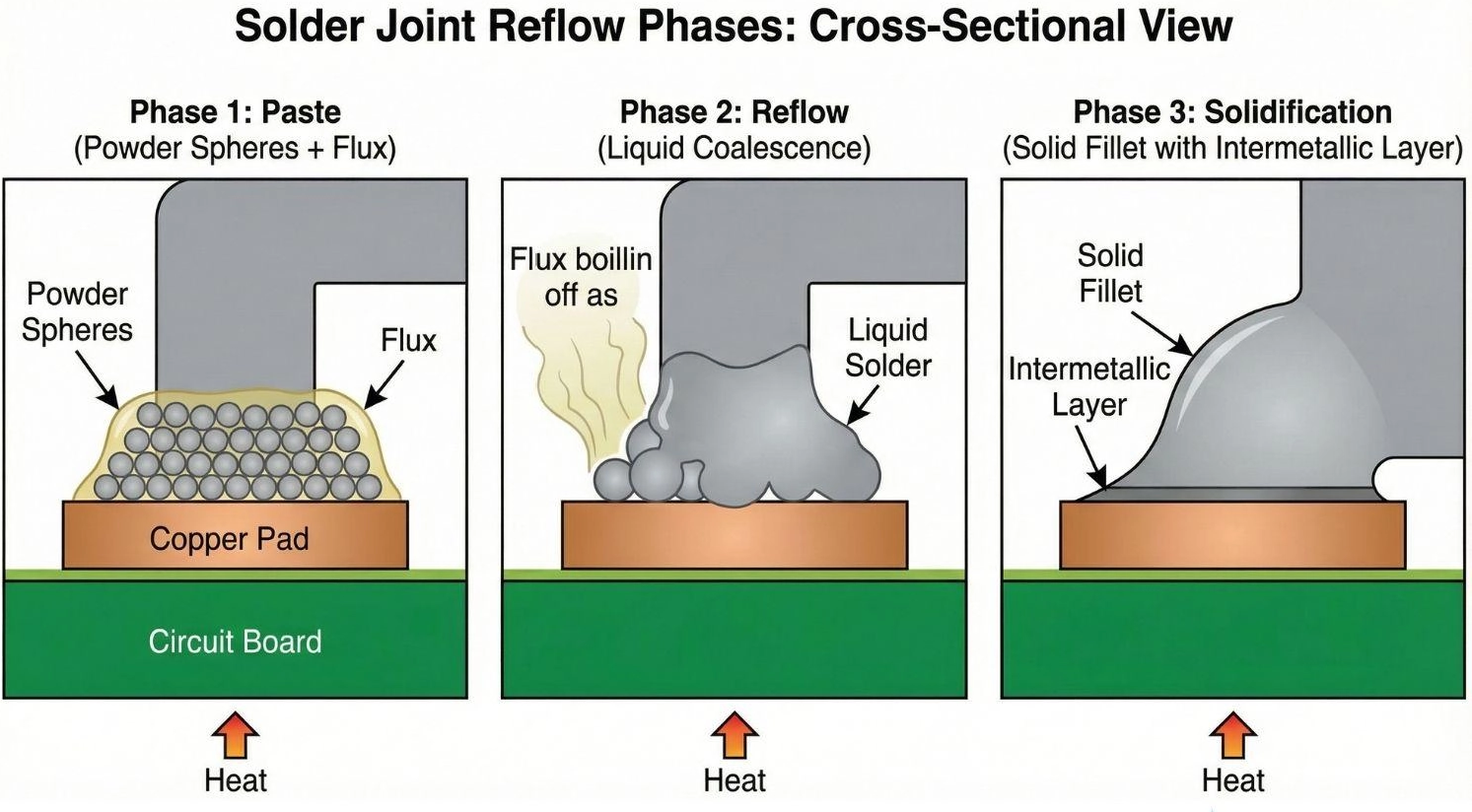
Flux removes oxides from PCB pads and component leads, enabling solder wetting. Flux type significantly impacts both soldering results and downstream cleaning. Rosin-based flux—traditional and forgiving—leaves non-corrosive residues that can remain on boards unless insulation resistance is critical. Water-soluble flux offers aggressive oxide removal and leaves ionic residues that must be thoroughly cleaned to prevent corrosion. No-clean (low-residue) flux is now dominant in high-volume production; its minimal, polymerized residue is electrically safe under normal conditions. However, no-clean residues can trap moisture and cause leakage in high-impedance circuits. Selecting the wrong flux for a given application leads to tacky residues, solder balls, or long-term reliability failures.
PCB Surface Finishes: The Starting Layer
The board’s surface finish directly affects solderability and intermetallic formation. HASL (Hot Air Solder Leveling)—the traditional finish—provides a solderable surface but yields poor thickness uniformity, often causing tombstoning or insufficient fill on dense assemblies. ENIG (Electroless Nickel Immersion Gold) offers flatness and oxidation resistance, but the gold dissolves rapidly into the solder joint, and excessive gold can cause “gold embrittlement” (formation of brittle AuSn4 intermetallics). OSP (Organic Solderability Preservative) is low-cost and perfectly flat, but its thin organic coating must be fully removed by flux; any residue blocks wetting, leading to non-wets or dewetting. Immersion Silver (ImAg) and Immersion Tin (ImSn) are good for flat surfaces, yet both suffer from tarnishing or whisker growth if not processed within weeks of board fabrication.
Component Lead Materials: Compatibility Matters
Component leads are typically copper, copper-alloy, or steel-based, often plated with tin, tin-lead, nickel, or silver. Mismatches between lead finish and solder alloy cause reliability issues. For example, pure tin lead finishes, when processed with lead-free solder at elevated temperatures, can precipitate “tin pest” or whisker growth in humid environments. Nickel-barrier layers (common on high-reliability components) require more aggressive flux or longer contact times due to nickel’s slow wetting. Gold-plated leads, if too thick, again risk embrittlement. High-mass components (transformers, connectors) act as heat sinks, demanding longer wave contact or higher preheat to achieve proper through-hole fill.
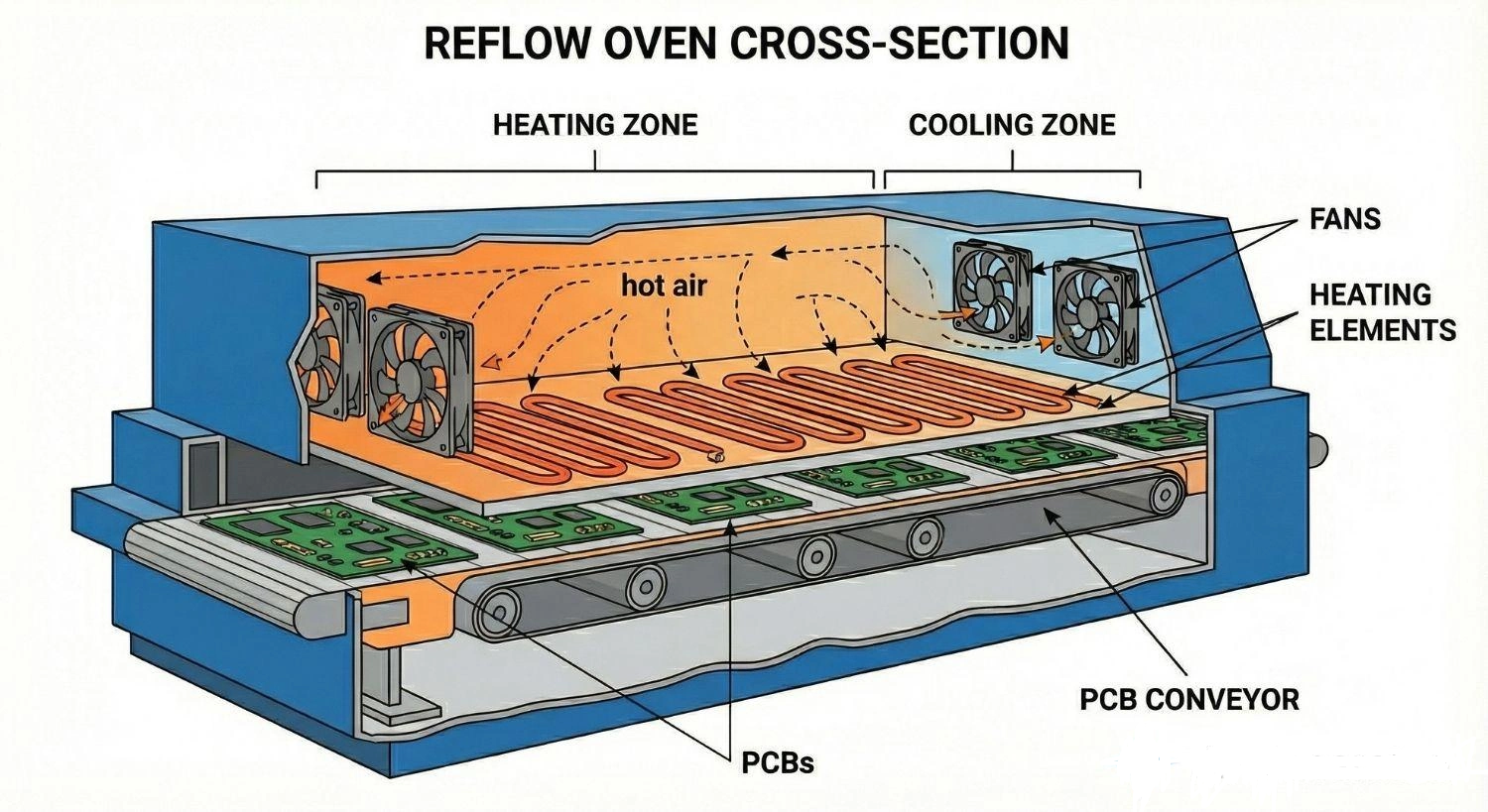
Oven Construction Materials: Durability and Contamination
Less obvious but equally critical are the materials used inside the oven. Solder pots are often made of cast iron (low cost, but iron leaches into solder, increasing dross) or titanium (excellent corrosion resistance, preferred for lead-free alloys that aggressively attack steel). Nozzles typically use stainless steel with specialized coatings or titanium to resist erosion by high-temperature, high-tin alloys. Conveyor claws (fingers) are made of titanium or heat-resistant plastics; the wrong material can shed particles into the solder, causing bridging or shorts.
Conclusion
From alloy choice to PCB finish, flux chemistry to component plating, material decisions cascade through every stage of wave soldering. Process engineers must match each material selection to their reliability targets, throughput needs, and environmental regulations. A deep understanding of these material influences ultimately transforms wave soldering from a black-art process into a predictable, controlled manufact